Analysis of the different types of existing lubricants for compressors, both in refrigeration and air conditioning.
Analysis of the different types of existing lubricants for compressors, both in refrigeration and air conditioning.
by Ernesto Sanguinetti*
In the first part of this article the different types of existing lubricants were described, the beginnings of lubrication, modern lubricants and the concept of biotechnology as a solution for the future were also highlighted. Now we will delve into the functions of lubricating oil and its properties.
4. Functions of lubricating oil
It mainly serves to lubricate the space between two solid surfaces that are in motion (one in relation to the other) and thus reduce friction between them avoiding wear. It is achieved by placing a film of lubricating oil between moving surfaces to avoid contact of solid with solid, decreasing friction between the two rubbing surfaces. Although the surfaces in friction may seem to the naked eye smooth and soft, if a thorough examination is carried out with a microscope we will see that there are great roughnesses such as mounds and valleys. Enough lubricant must be added to form a layer that can cover those roughnesses, so that both moving surfaces move floating in the lubricant.
The secondary but complementary function is that depending on the design of the compressor, it also helps to dissipate heat, as well as seal the valves, cylinder-rings, cylinder-rotors in all types of compressors that have different compression methods.
Let's see graphically the lubrication between two surfaces that can be the axis of a compressor and the chumacera or bearing or horn or hub that serves as a guide / support / support:
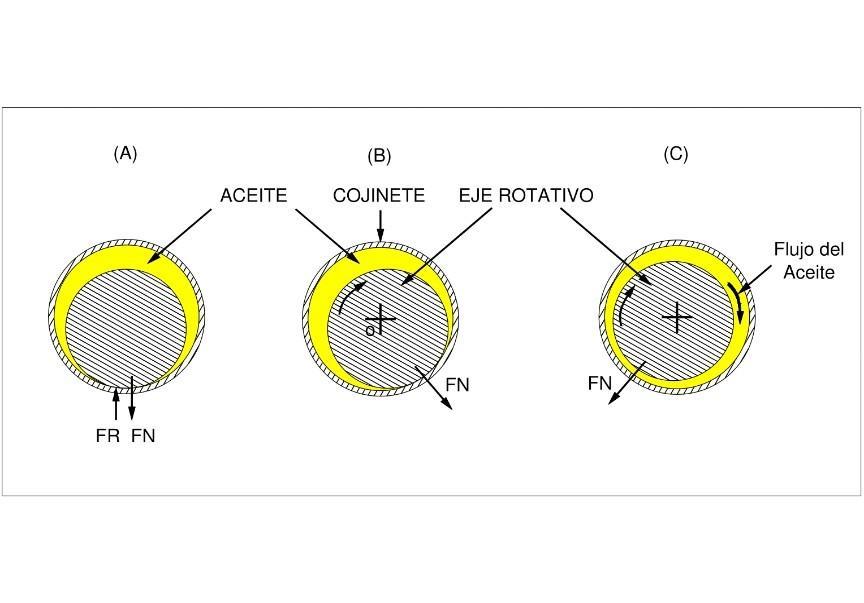
Figure 1.
- Position A: The two metal surfaces are in contact but without movement. The rolling axle rests on the bearing. The normal FN force of the shaft is equal to the FR reaction force of the bearing.
- Position B: When the axle with its load begins to rotate clockwise, there is a mechanical friction and the axis tends to roll upwards.
- Position C: As the oil adheres to the two surfaces, the rotation drags the oil between them causing the shaft and bearing to separate. The shaft when rotating acts as an oil pump causing high pressure in the area that supports the load, creating an oil film that causes the complete separation between the shaft and the bearing, causing the shaft to float in the oil. That high pressure moves the axis to the left taking an eccentric position.
The speed of the oil adhering to the rolling shaft is equal to the peripheral speed of the shaft and the speed of the oil on the bearing surface is zero. This difference in velocities creates the "viscosity force", and therefore the higher the rotational speed, the greater the amount of oil that penetrates the convergent section and the greater the thickness of the oil film (it is the pumping action of the rotating axis). Once a lubrication film is obtained, the force of friction between the two surfaces is the force needed to maintain lubrication, which is called the "force to cut the lubricant" or "shear stress" and is independent of the nature of the two solid surfaces.
5.-Newton's law of viscosity
This law, in addition to showing the behavior of a fluid, also serves to define the units in which viscosity can be expressed.
When a force or shear stress is applied to a fluid, the fluid has a resistance to movement, as that stress continues the fluid tends to deform. It then flows and its speed increases as the effort increases. The relative resistance to movement between adjacent layers in the fluid is one of its properties: viscosity.
The layers of the fluid close to a fixed solid plate have slower velocities than those far away due to the dissipative processes that are generated. Part of the kinetic energy possessed by the layers is transformed into heat. We will represent the behavior of a fluid, whether liquid or gas, which is contained between two large flat and parallel sheets, of area A, and which are separated from each other by a small distance "and". Suppose that initially the system is at rest, t = 0, but then the top sheet is set in motion in the direction of the X axis, with a constant velocity v.
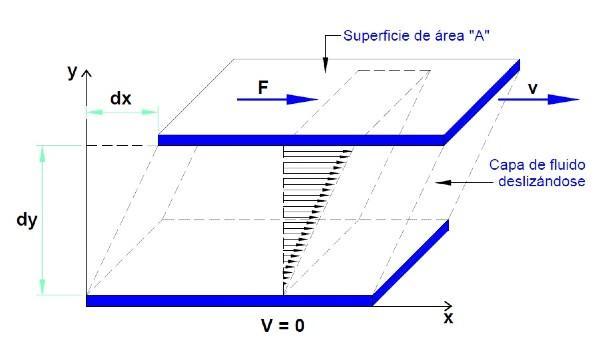
Figure 2.
For many fluids it has been experimentally determined that the tangential force "F" (Newton) applied to an area plate "A" (m2) is directly proportional to the velocity "v" (m/sec) and inversely proportional to the distance "y" (m); which in a differential way is expressed:
= F/A = μ (dv/dy)
The shear stress is: F/A= (Newton/m2)
The term (dv/dy) is called the shear rate differential with respect to the fluid thickness differential. In general form it can be expressed: v/y.
The proportionality factor is absolute viscosity: μ. They sometimes call it dynamic viscosity.
Fluids that fulfill the above expression are called Newtonians. For Newtonian fluids the viscosity remains constant despite changes in shear stress. This does not imply that the viscosity does not vary but that the viscosity depends on other parameters such as temperature, pressure and fluid composition. For non-Newtonian fluids, the ratio of shear stress to shear velocity is not constant, therefore viscosity (μ) is not constant.
6.-Viscosity and its units
From here comes the definition: Viscosity is the resistance of a liquid to flow. Put another more generic way: Viscosity is the property of a fluid by which it opposes deformation or is the resistance of a fluid to tangential deformations and the opposition is due to molecular cohesion forces.
The absolute or dynamic viscosity (μ) has as units:
Newton x sec/m2 (Sist. International) and also: dina x sec/cm2 = Poise (Sist. Cegesimal).
Kinematic viscosity (φ) is widely used, which is the relationship between absolute viscosity (μ) and density (ρ). It is calculated by the relation: φ = μ /ρ.
The kinematic viscosity units are:
m2/sec (Sist. International) and also cm2/sec = stoke = st (Sist. Cegesimal).
In the latter system the centistoke or cst is used a lot:
1 stoke=100 centistokes=100 cst and 1cst= 100 cm2/sec = 1mm2/sec)
Other viscosity units
In practice there are other empirical methods to measure viscosity and we will treat the best known.
A.-Viscosity in Seconds Saybolt Universal (SSU): It is the time it takes 60 cm3 of an oil or other fluid to run through a small calibrated capillary tube of a Saybolt Universal viscometer at a specified temperature, as indicated by the ASTM D 88 test method.
The relationship that approximately relates kinematic viscosity to SSUs is:
φ=0.00226t–1.95/t
where φ is in STOKES and t in seconds. These viscometers are used in the US and its area of influence.
For high viscosity fluids, Second Saybolt Furol (SSF) is used.
The relationship that roughly links kinematic viscosity to SSF is:
φ=0.00224t–1.84/t
where φ is in STOKES and t in seconds. These viscometers are also used in the USA.
The test and test equipment used for both cases differs only in the diameters of the calibrated runoff holes, being for Saybolt Universal a vertical tube of 0.483± 0.004 inches in length and 0.0695 ± 0.0006 inches in diameter (approx. 1.765mm ± 0.015mm.), and for the Saybolt Furol a vertical tube of 0.483± 0.004 inches in length and 0.1240 ± 0.0008 inches in diameter (approx.3.15mm ± 0.020 mm.)
B.-Viscosity in Engler degrees (°E): By dividing the time in which 200 cm3 of oil runs at 20°C = 68°F, by the time spent running 200 cm3 of water at 20 ºC = 68ºF, it results in engler degrees. Other test temperatures may be used but should be indicated when giving test results. A device similar to the Saybolt viscometer is used.
°E = time to evacuate 200 cm3 of oil / time to evacuate 200 cm3 of water.
The relationship that approximately relates kinematic viscosity to °E is:
φ=0.0731°E–0.0631/°E
where φ is in STOKES and °E are the Engler degrees. These viscometers are used in Europe.
C.-Viscosity in Redwood degrees (GR): By dividing the time in which 50 cm3 of oil runs, between the time spent in running 50 cm3, redwood degrees are obtained. A different device is used to the previous ones. 70°F, 100°F, 140°F, 200°F are used as reference values in the tests.
GR = time to evacuate 50 cm3 of oil / time to evacuate 50 cm3 of water.
The ratio that approximately relates kinematic viscosity to GR is φ=0.027GE–20/GE where φ is in STOKES and GE are redwood grades. These viscometers are ilized in Britain.
In any compressor the correct viscosity of the oil used is vital. Too low a viscosity will cause wear due to lack of "hydrodynamic mattress" or explained in another way: the oil will drain and will not create a film or "mattress" between pieces. On the contrary, if the viscosity is too high, the energy consumption will be higher, in addition to causing wear when the oil does not flow with sufficient ease through the cavities. It is for this reason that it is necessary to always and at all times respect the specifications set by each manufacturer for its different types of compressors.
7. Properties that oils must have
-Low point of flocculation or precipitation: In mineral oils the separation of the wax existing in the aeite that is mixed with the refrigerant can create an obstruction in the thermostatic expansion valve, capillary tube or hole controls. The temperature or flocculation point is determined by mixing 10% refrigerant with 90% oil in a closed test tube and then lowering the temperature until waxes or lumps appear that precipitate. It is an important value because if its value is high, at not very low evaporation temperatures, those lumps or waxes would be deposited in the evaporator of the refrigeration circuit subtracting efficiency, avoiding oil return to the compressor and / or plugging the expansion valve or capillary tube. This problem is not with synthetic oils, therefore they do not have a flocculation point.
- Good thermal stability: It must withstand high temperatures because it must not form carbon deposits in the compressor, in high temperature places such as the compressor discharge valves.
-Good chemical stability: It must have very little or no chemical reaction with the refrigerant or with materials of the refrigeration circuit.
-Low creep point: Which is the ability of the oil to remain in a state of fluidity at the lowest temperature in the system. Creep point is the lowest temperature at which it can still flow.
-Good miscibility and solubility: Property of mixing easily with the refrigerant. It ensures that the oil will return to the compressor, although excessive solubility can result in the "washing" of the lubricating oil from the moving parts.
-Low freezing point: This temperature at which the oil begins to freeze should be as low as possible. In ultra-low temperature applications it is very important to know it.
-Low viscosity index: It is the ability of lubricating oil to maintain good viscosity at high temperatures, good fluidity at low temperatures and provide a good lubricant film all the time.
-High flash point: Because it is the temperature at which the oil begins to emit flammable vapors that can ignite in contact with a flame.
-High combustion point: Because it is the temperature at which the oil can burn even if the flame that gave rise to the combustion has been removed.
-High dielectric resistance: It must be high because it is the resistance it offers to the passage of electric current. Important in hermetic and semi-hermetic compressors because the oil is in contact with the winding of electric motors.
9.-Tables of properties shown by oil manufacturers
Only as a guide we show tables of properties of oils, because in practice the tables provided by manufacturers should be consulted, because there are slight differences between the values of such properties from one manufacturer to another.
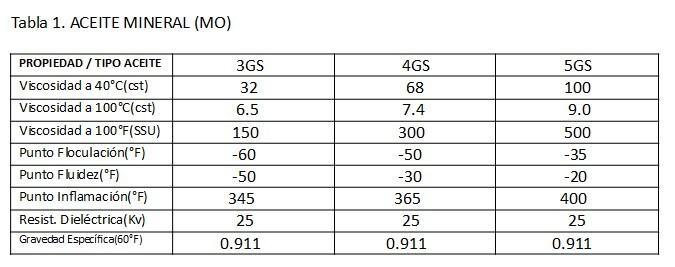
Table 1. Mineral Oil (MO)
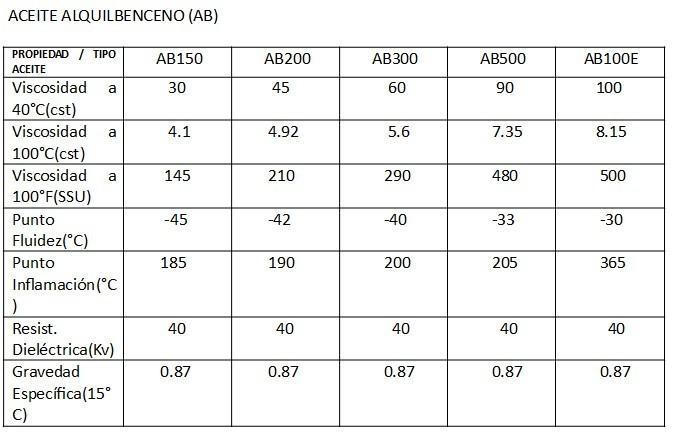
Table 2. Alkylbenzene Oil (AB)
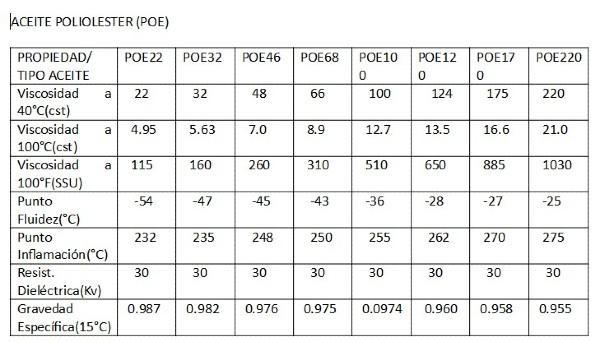
Table 3. Polyolester oil (POE)
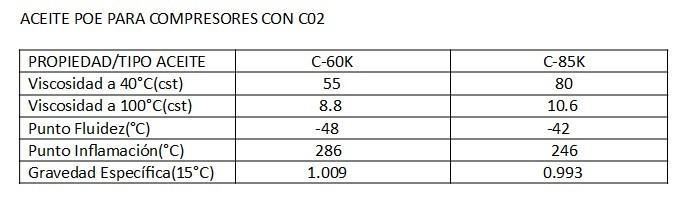
Table 4. POE oil for compressors with CO2
* Eng. Ernesto Sanguinetti Remusgo, Engineering Division Manager -COLD IMPORT S.A.- Lima – PERU. [email protected]