")
 Es fundamental reconocer las diferencias que existen entre los distintos equipos de compresión, de ello depende parte del buen funcionamiento de cualquier sistema que lo utilice, sobre todo cuando se trata de refrigeración industrial.
por Germán Robledo*
Es fundamental reconocer las diferencias que existen entre los distintos equipos de compresión, de ello depende parte del buen funcionamiento de cualquier sistema que lo utilice, sobre todo cuando se trata de refrigeración industrial.
por Germán Robledo*
Éste es el primer artículo de una serie en la que abordaré el tema de los compresores de tornillo. Aquí abriré un espacio para comparar estos equipos con otras variedades existentes en el mercado, por ejemplo los compresores recíprocos y los de doble tornillo.
Con esto quiero proporcionar información básica sobre la teoría y el funcionamiento de los compresores de tornillo, analizar el proceso de compresión y ofrecer una comparación entre los equipos que ofrece la industria actualmente, pues son muchas las diferencias entre ellos.
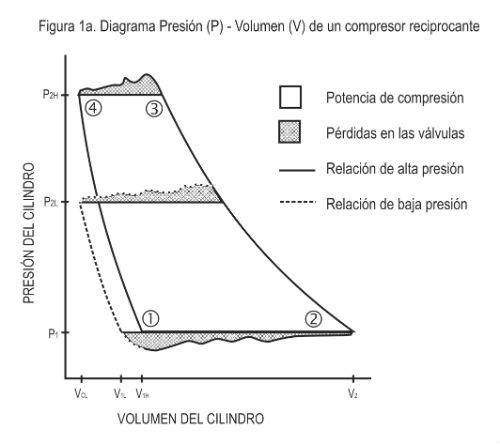
Una excelente ayuda para comprender por qué los distintos compresores funcionan de determinada manera es el diagrama P-V que representa la presión y el volumen en el interior del cilindro de un compresor reciprocante o la hélice en el caso de un compresor de tornillo.
El área encerrada por el diagrama P-V representa el trabajo que se requiere para la compresión siguiendo la expresión W= ∫Pdv. Las pérdidas mecánicas y por fricción no se tienen en cuenta en el diagrama, sólo las pérdidas de compresión y caudal. Los puntos que se enumeran en el diagrama son:
1.comienzo de succión
2.fin de succión, comienzo de compresión
3.fin de compresión, comienzo de descarga
4.fin de descarga
 Diferencias básicas
Diferencias básicas
Una diferencia importante entre los equipos de tornillo y los reciprocantes es que estos últimos usan válvulas de succión y descarga para cada cilindro. Funcionan como válvulas de retención de una dirección. La válvula de succión permite el flujo del gas hacia el cilindro durante la carrera de admisión, mientras que la válvula de descarga permite que el gas comprimido salga del cilindro durante la carrera de descarga.
Las válvulas se abren por la presión del gas que introduce una caída de presión a lo largo de la válvula. La presión del gas debe superar la fuerza del resorte de la válvula, fuerza que se debe al área de la placa de la válvula diferencial y a pérdidas de caudal.
Esta caída de presión se muestra en el diagrama P-V (Figura 1a) como un área sobre la presión de descarga para la válvula de descarga y el área de presión por debajo de la succión para la válvula de succión. Estas áreas representan las pérdidas de potencia asociadas con el funcionamiento de las válvulas. Además de generar una pérdida de potencia, las válvulas son componentes que requieren mucho mantenimiento.
Los compresores de tornillo no tienen válvulas, en cambio, tienen puertos. Veamos una hélice en particular. En un compresor de doble tornillo, una hélice es el volumen encerrado entre una ranura de cada rotor y la carcasa externa. Durante la admisión, la hélice queda expuesta a la succión y se llena de gas. Cuando se ha alcanzado el máximo volumen de la hélice, el rotor gira más allá de la apertura del puerto y el gas queda atrapado en la hélice.
A medida que los rotores siguen girando, el volumen de la hélice disminuye y se produce la compresión. Después de cierta cantidad de compresión, la hélice se abre al puerto de descarga y el giro adicional reduce el volumen a cero, expulsando el gas de los rotores.
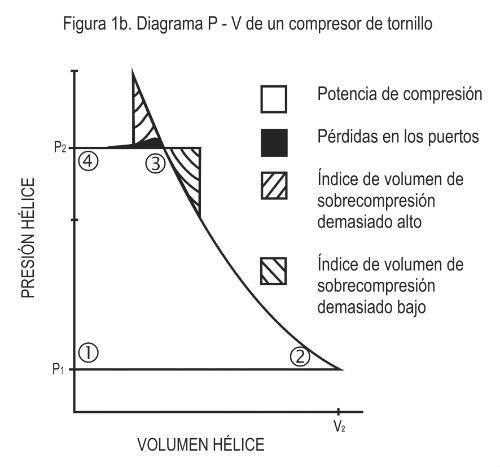 Como se observa en el diagrama P-V (Figura 1b), las pérdidas de flujo asociadas con el puerto de succión son insignificantes. Se produce una pequeña pérdida de energía durante la descarga cuando el puerto de descarga se comienza a abrir y el área de flujo es pequeña.
El tamaño y la posición del puerto de descarga determinan la relación de volumen (índice de volumen) integrado del compresor. La definición real de relación de volumen integrado es el máximo volumen de la hélice en la succión (volumen barrido) dividido por el volumen de la hélice cuando la hélice se abre al puerto de descarga.
La relación de volumen se relaciona con la relación de compresión por la expresión termodinámica:
P2/P1 = (V1,/V2)k
donde:
P2 = presión de descarga, psia (presión absoluta)
Como se observa en el diagrama P-V (Figura 1b), las pérdidas de flujo asociadas con el puerto de succión son insignificantes. Se produce una pequeña pérdida de energía durante la descarga cuando el puerto de descarga se comienza a abrir y el área de flujo es pequeña.
El tamaño y la posición del puerto de descarga determinan la relación de volumen (índice de volumen) integrado del compresor. La definición real de relación de volumen integrado es el máximo volumen de la hélice en la succión (volumen barrido) dividido por el volumen de la hélice cuando la hélice se abre al puerto de descarga.
La relación de volumen se relaciona con la relación de compresión por la expresión termodinámica:
P2/P1 = (V1,/V2)k
donde:
P2 = presión de descarga, psia (presión absoluta)
P1 = presión de admisión, psia (presión absoluta)
V2 = volumen de descarga, pies3/min. o pies3/rev.
V1 = volumen de admisión, pies3/min. o pies3/rev.
k = exponente isentrópico (1,28 para NH3)
Sobre la relación de volumen integrado
Para que un compresor de tornillo funcione con la máxima eficiencia, la relación de volumen integrado debe hacerse coincidir con las presiones del sistema por la ecuación anterior.
Si la relación de volumen es demasiado alta (puerto de descarga pequeño), se produce sobrecompresión, es decir, la presión de la hélice aumenta por encima de la presión de descarga antes de que la hélice se abra al puerto de descarga.
Si la relación de volumen es demasiado baja (puerto de descarga grande), se produce subcompresión, es decir, la hélice se abre al puerto de descarga antes de que se alcance la presión de descarga. Esto resulta en retroceso de gas a la hélice, presurizando de inmediato la hélice a la presión de descarga. Como se muestra en el diagrama P-V (Figura 1b), la sobre o la subcompresión agrega área al diagrama, agregando así pérdidas de energía.
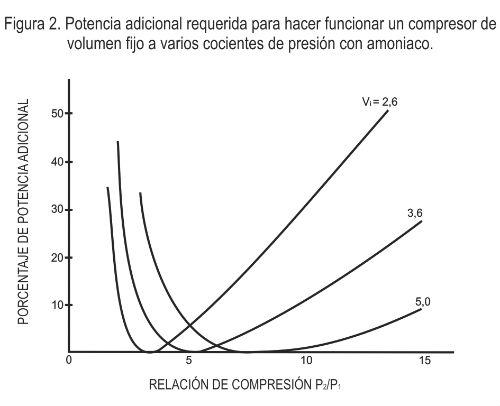
Las pérdidas de energía incurridas por el funcionamiento lejos de la relación de volumen integrado óptima se muestran en la Figura 2. Se pueden hacer varias observaciones a partir de esta curva:
Para cada relación de volumen integrado hay una relación de compresión donde no ocurren pérdidas por sobre o subcompresión.
El rango completo de cocientes de presión de 3 a 10 puede cubrirse con (3) cocientes de volumen integrados, con un requisito máximo de 1 1/2% de BHP adicional (asumiendo que las condiciones de presión son constantes).
Debe observarse que la curva sólo es válida para amoníaco. Las curvas cambian levemente hacia la izquierda para halocarburos que tienen valores inferiores para el exponente isentrópico.
La curva muestra el efecto de un compresor con cociente de volumen variable similar a los que se introdujeron recientemente en el mercado. Puede verse que, excepto que las condiciones de presión se modifiquen sustancialmente, la característica de volumen variable se presionará manualmente para ahorrar más del 1% en los costos globales de energía.
Un ejemplo
Consideremos un compresor de tornillo en una aplicación de almacenamiento frío que requiere una temperatura de evaporador de 5°F (19,6 psig) usando amoníaco. El sistema normalmente funciona a 165 psig (90°F) de condensación. Sin embargo, en los días más calurosos, la presión condensante se eleva a 185 psig (96°F). Durante el invierno, la presión condensante puede descender hasta 125 psig (75°F). Suponiendo un índice de volumen de 3,6, ¿cuáles son las pérdidas asociadas con sobre o subcompresión en cada condición?
Solución:
Para la condición de funcionamiento normal (165 psig de condensación), la relación de compresión es:
CP = 165 + 14,7 = 5,2
19,6 + 14,7
Como se muestra en la Figura 2, ésta es una condición ideal para un índice de volumen de 3,6, ya que no hay pérdidas debidas a sobre o subcompresión.
La figura 3a muestra el diagrama P-V para esta condición.
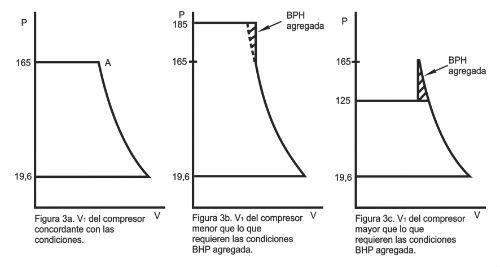 Para la condición de 185 psig de condensación, la relación de compresión es:
CP = 185 + 14,7 = 5,8
Para la condición de 185 psig de condensación, la relación de compresión es:
CP = 185 + 14,7 = 5,8
19,6 + 14,7
Esta condición requiere más potencia, como lo muestra el área adicional en el diagrama P-V (Figura 3b). El área rayada muestra la potencia adicional para la apertura prematura del puerto de descarga (subcompresión). La Figura 2 muestra que la subcompresión agrega un poco menos de 1% de pérdida de potencia.
Para la condición de 125 psig de condensación, la relación de compresión es:
CP = 125 + 14,7 = 4,1
19,6 + 14,7
Esta condición requiere menos potencia, como lo muestra el área más reducida en el diagrama P-V (figura 3c). Sin embargo, hay una pérdida al funcionar en esta condición, representada por el área rayada. Un índice de volumen perfectamente coincidente requerirá menos potencia que el índice de volumen de 3,6. Esta pérdida debida a sobrecompresión se eleva a una pérdida del 2%, como se muestra en la figura 2.
Volumen de punto muerto
Otra diferencia básica entre el compresor reciprocante y el de tornillo es el volumen de punto muerto de la máquina recíproca.
El volumen de punto muerto es necesario en una máquina recíproca para proporcionar espacio para las válvulas y ajuste entre el pistón y el conjunto de la válvula. El volumen de punto muerto tiene un efecto mínimo sobre la eficiencia global (BHP/tonelada) porque el gas comprimido atrapado en el espacio de ajuste devuelve la mayor parte de su energía al pistón por reexpansión. Sin embargo, el volumen de punto muerto reducirá la eficiencia volumétrica (y por lo tanto la capacidad) del compresor.
Con respecto al diagrama P-V (Figura 1a), V2-VcL representa el desplazamiento barrido del compresor y V1 es el volumen del gas reexpandido que quedó atrapado en el espacio de ajuste. El desplazamiento efectivo de la máquina es V2-V1. También puede verse que la pérdida de desplazamiento empeora con relaciones de presión altos.
El compresor de tornillo no tiene volumen de punto muerto pero sí fugas internas que reducen su eficiencia volumétrica. Las fugas son un resultado de que haya ajustes de funcionamiento entre los dos rotores y entre los rotores y las carcasas. Generalmente, sin embargo, el compresor de tornillo sufre pérdidas de capacidad menores que el recíproco, especialmente con relaciones de presión más altos.
Hay diseños de compresores de tornillos sin aceite y a inyección de aceite; la mayoría utilizan este último sistema. Los compresores sin aceite requieren engranajes sincronizados para evitar que los rotores entren en contacto entre sí y con los sellos de aceite entre los cojinetes y rotores, lo que los hace más costosos.
La inyección de aceite tiene las siguientes ventajas:
- Sella los ajustes de funcionamiento.
- Proporciona lubricación para los rotores, evitando el contacto entre metales.
- Enfría el gas comprimido y permite que los compresores se usen a cocientes de presión más altos que los compresores reciprocantes y los sin aceite. (La temperatura de descarga depende de la relación de compresión.)
- Amortigua el ruido del compresor.
Se requiere el agregado de un sistema de separación de aceite con la inyección de aceite, pero es un precio bajo que se debe pagar para las ventajas que proporciona. Incluso las instalaciones de compresores reciprocantes requieren separación de aceite. * German Robledo es Ingeniero Mecánico. Cuenta con 15 años de experiencia en la industria de la refrigeración industrial, fue gerente de after market y servicios para la zona norte de América Latina en la compañía York Refrigeration y actualmente es el director de ventas para América Latina de la empresa Vilter Manufacturing - Emerson Climate.



















Deje su comentario